


Mehr Genauigkeit und Produktivität beim Fräsen von Großteilen
Statt Fahrständer- jetzt Portalfräsmaschine
Das Alstom-Werk in Netphen hat sich bei seiner letzten Großinvestition im Bereich Fräsbearbeitungsmaschinen wie fast stets in den letzten 20 Jahren für eine Anlage von Bimatec Soraluce entschieden. Wie kam es zu dieser Markentreue? Und warum hat man sich in Nethphen diesmal für eine Portalfräsmaschine statt der bisher eingesetzten Fahrständersysteme entschieden? Ein Gespräch mit Verantwortlichen beider Unternehmen.
„Der Standort Netphen ist das Kompetenz-Zentrum für Drehgestelle innerhalb der Alstom Group“, erläutert Produktionsleiterin Annika Lichtenfels. Der französische Konzern ist Entwickler und Hersteller von modernen und effizienten Mobilitätslösungen mit Schwerpunkt Bahnsysteme. Am Standort Netphen werden Radsätze und Drehgestelle für unterschiedlichste Schienenfahrzeuge vom Hochgeschwindigkeitszug bis hin zu Straßenbahnen und Lokomotiven entwickelt, hergestellt und gewartet. Zu den Kunden gehören Eisenbahngesellschaften und Zughersteller sowie auch regionale oder städtische Verkehrsverbünde.


Nur rund ein Drittel der mehr als 100 Kunden sind gruppeninterne Abnehmer, die übrigen Bestellungen kommen vom freien Markt. Pro Jahr werden rund 2.500 Drehgestelle hergestellt und 1.000 Revisionen bzw. Reparaturen durchgeführt.
Eine wesentliche Rolle spielt hierbei die spanende Bearbeitung. Diese umfasst alle wesentlichen Schritte von der Beschaffung von Rohteilen wie Rahmen, Rädern und Achsen sowie der erforderlichen Zusatzkomponenten bis zur Auslieferung komplett einbaufertiger Radsätze und Drehgestelle.
Die Anforderungen sowohl an die Qualität und Genauigkeit der Bearbeitung als auch an die Termintreue der Fertigstellung sind hierbei sehr hoch. Viele Werkstücke haben große Abmessungen von bis zu 4.000 x 3.000 x 1.000 mm. Für ihre Bearbeitung kommen drei großformatige Fräsbearbeitungszentren zum Einsatz, darunter zwei Anlagen von Bimatec Soraluce.
Horizontale statt vertikaler Aufspannung
„Bis 2019 kamen in Netphen traditionell Soraluce Fahrständerfräsmaschinen der Baureihe FR mit vertikaler Aufspannung der Bauteile zum Einsatz“, weiß Frank Lörchner, Produktmanager Automation bei Bimatec Soraluce. Diese Vorgehensweise hatte jedoch zwei Nachteile: Die seitliche Befestigung der Spannvorrichtung an einem Spannwinkel bedingte zwangsläufig Durchbiegungen, die sich nachteilig auf die Genauigkeit der Bearbeitung auswirkten. Zudem beeinträchtigt die Schwerkraft je nach Auskragung des Frässchiebers die erzielbare Genauigkeit. Zwar versuchen die Konstrukteure der Maschinen alles, um die Durchbiegung bei großer Ausfahrlänge zu kompensieren, doch lässt sich der Effekt letztlich nicht ganz vermeiden. Das stört umso mehr, je höher die Genauigkeitsanforderungen steigen. Zudem überlagern und verstärken sich die beiden nachteiligen Einflüsse gegenseitig.
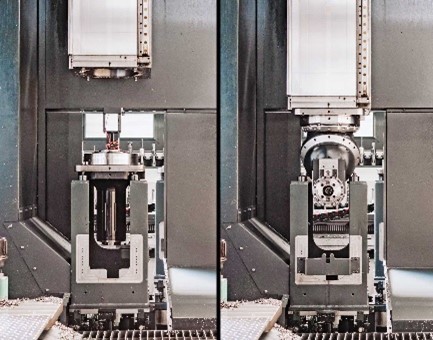
Da die Anforderungen an die Präzision der Teile im Laufe der Jahre immer weiter angestiegen sind, wollten die Verantwortlichen in Netphen 2019 einen Systemwechsel: Statt für eine Fahrständerfräse entschied man sich für eine Portalfräsmaschine mit feststehendem Portal des Typs PM 4000 2T. Die Verfahrwege liegen bei 5.000 mm (X), 4.500 mm (Y) und 2.000 mm (Z). Um die früher unvermeidlichen Hauptzeitverluste beim Aufspannen zu vermeiden, verfügt die Anlage über zwei unabhängig verfahrbare Tische mit je 4.000 x 3.000 mm. Somit kann das Aufspannen auf einem der Tische vorgenommen werden, ohne die Bearbeitung auf dem anderen Tisch unterbrechen zu müssen. Für die einzelnen Bauteile stehen jeweils speziell ausgelegte Spannmittel zur Verfügung, die zwei Spannlagen ermöglichen. Somit können alle sechs Seiten mit nur einem Wechsel der Spannlage bearbeitet werden. Die zu erfüllenden Genauigkeitsanforderungen sind extrem, bei einem der Rahmen wird die Einhaltung eines Stichmaßes von 1.700 mm mit einer Genauigkeit von lediglich 2 µm gefordert. Für die Überprüfung wurde extra eine geeignete Messtechnik beschafft.
Im Werkzeugmagazin befinden sich zwei weitere Spezialköpfe, die vom Werkzeugwechsler wie Werkzeuge verwaltet und getauscht werden. Bei der Steuerung handelt es sich um eine Heidenhain TNC 640.
Die große Anzahl an Werkzeugen ist dadurch bedingt, dass im Magazin sämtliche Werkzeuge für alle vorkommenden Bearbeitungsarten einschließlich von Bohr- und Gewindeschneidvorgängen vorgehalten werden. Dies gilt für alle sechs zur Bearbeitung auf der Anlage vorgesehenen Rahmen.
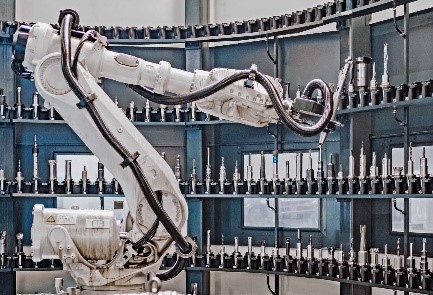
Komplett-Automatisierung
„Um die Maschine möglichst umfassend nutzen zu können, wurde sie mit einer sehr weitgehenden Automatisierung ausgestattet“, ergänzt Ramazan Ersin, Site Facility Coordinator im Werk Netphen. Das als „Tool Arena“ bezeichnete Werkzeugmagazin mit 395 Werkzeugplätzen ist seitlich angeordnet und wird von einem Roboter bedient. Hinzu kommt ein automatisches Fräskopfwechselsystem samt Pickup-Station mit fünf Fräskopfplätzen. Zum Lieferumfang gehören derzeit vier Fräsköpfe.
Nützliche Technologiepakete
„Um unsere Anforderungen sicher einhalten zu können, haben wir zur Maschine gleich noch eine Reihe zusätzlicher Technologiepakete bestellt“, erklärt A. Lichtenfels.
- Mit „Adaptive Control“ werden typische Probleme beim Schruppen wie Leerschnitte oder Schwankungen der Abmessungen, der Materialhärte oder der Steifigkeit des Werkstücks durch Kontrolle der Spindelleistung erkannt. Das Programm passt automatisch die Bearbeitungsparameter entsprechend der tatsächlichen Leistungsaufnahme an. Mit dem System sind Verkürzungen der Bearbeitungszeit um bis zu 25 % möglich.
- Das aktive Anti-Ratter-System DAS+ verringert die beim Einsatz großer Frässysteme häufig auftretenden Schwingungen, die sonst Maschine und Werkzeug schädigen und die Oberflächenqualität des Werkstücks beeinträchtigen können. Bei DAS+ erkennen Sensoren das Auftreten dieser Schwingungen und leiten Gegenschwingungen direkt in die Mechanik. Die Anlage kann dadurch im gesamten Arbeitsbereich mit 100 % Leistung fahren. Dies senkt die Zykluszeit um bis zu 45 %, während die Produktivität um bis zu 300 % ansteigt.
- Die Dynamische Fräskopfkompensation (DHC) verbessert die Genauigkeit der Bearbeitung. Das selbstkalibrierende System dient zur automatischen Vermessung der Maschinenkinematik und direkten Kompensation verschiedener Fräsköpfe in jeder Position im Arbeitsraum und bei jeder Fräskopfstellung. Während der Bearbeitung prüft die Steuerung ständig die Position des Fräskopfes und verrechnet die Kompensationswerte entsprechend.
- Ergänzend zu DHC ermöglicht die Erweiterung Accura Heads die automatische Überprüfung und Korrektur der Fräskopf-Kinematik zur Erhöhung der Genauigkeit. Das System kompensiert die Abweichung der Fräskopfpositionsgenauigkeit für eine bestimmte Fräskopfposition. Der Messzyklus wird unmittelbar vor dem Fräsprozess ausgeführt und gewährleistet höchste Genauigkeit der Maschine.
Gefordert wurde eine komplette Prozesslösung
„Mit dieser Anlage haben wir nicht etwa eine Fräsmaschine gekauft, sondern eine komplette Prozesslösung aus Maschine, CNC-Programmen und Werkzeugen“, verrät R. Ersin. Vorab wurden am Standort von Bimatec Soraluce in Limburg Fräszeitstudien durchgeführt. Der Lieferant musste dabei Verantwortung nicht nur für die Leistungsfähigkeit der Anlage als solches übernehmen, sondern auch Zusicherungen für die Einhaltung der Arbeitsergebnisse abgeben. Dies galt sowohl für die Qualität der Arbeitsergebnisse als auch für die Produktivität bei der Ausführung der vereinbarten Werkstücke.

Zum Lieferumfang gehörte somit das gesamte Knowhow, das im Alstom-Werk benötigt wurde, um die Anlage stets mit den vereinbarten Leistungsdaten betreiben zu können. Abnahmekriterium war die zeitgerechte Durchführung von 15 Fertigungsaufträgen an Rahmen, die bei der anschließenden Qualitätsprüfung komplett „grün“ zu vermessen waren. Auch an den Werkzeugen musste die zugesicherte Prozesssicherheit nachgewiesen werden. Folgerichtig waren die Erstellung der Programme sowie die Weitergabe des gesamten übrigen Knowhows gleich auch Bestandteil der vereinbarten Schulung. Die Anlage ist seit der Abnahme im Dezember 2022 im 24/7-Einsatz. Die seither erreichte Einsatzeffizienz (OEE, Overall Equipment Effectiveness) liegt bei über 90 %.
Rund-um-die-Uhr Servicebereitschaft
Die ständige Verfügbarkeit der neuen Fräsmaschine ist für den Standort in Netphen von großer Bedeutung“, berichtet A. Lichtenfels. Die Belegschaft habe sich erheblich für das Beschaffungsprojekt und die hohen damit verbundenen Investitionen engagiert, da dies als wesentlicher Beitrag zur Sicherung der Kompetenz gesehen werde. Wichtiger Faktor bei der Entscheidung war zudem das in mehr als 20 Jahren gewachsene Vertrauen in die Zuverlässigkeit der bisher bereits installierten Bimatec Soraluce-Anlagen und in die hohe Servicefähigkeit der vergleichsweise nahe gelegenen Niederlassung des Lieferanten in Limburg. Dort gibt es ein umfassendes Lager an Ersatzteilen für die Maschinen. Da diese konsequent nach einem Baukastensystem konstruiert wurden, sind auch Ersatzteile für ältere Anlagentypen verfügbar.

Zudem gibt es dort einen speziellen Service für die Fräsköpfe. Wenn an einem Fräskopf eine Reparatur oder eine Wartung benötigt wird, so steht dem Kunden innerhalb von 24 Stunden einer der über 60 dort gelagerten Ersatz-Fräsköpfe zur Verfügung. Bei einem Spezialkopf, der extra für die Anlage geliefert wurde, steht dort im Servicefall der komplette Teilesatz für einen Ersatzkopf in einem eigenen Sperrlager ständig zur Verfügung.
Text: Klaus Vollrath b2dcomm.ch
Fotos: onemorepicture